
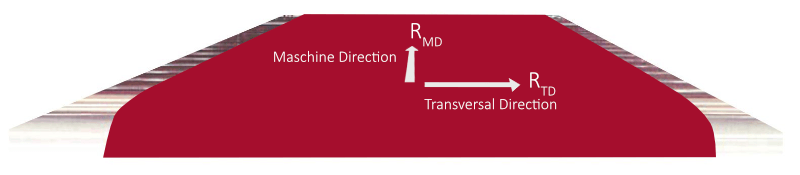
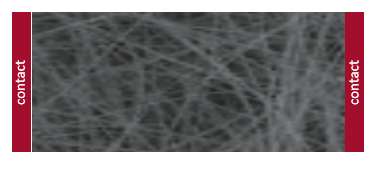
Anisotropic Wire Film
- Anisotropy can be optimized according to the layout of the contact pattern
- Anisotropy can save material and improve optical transparency
- Anisotropy can be measured in non-contact mode by EddyCus TF inline anisotropy sensor
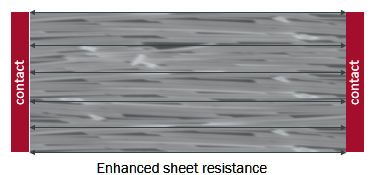
Isotropic Wire Film
- More of the conductive (and non-transparent) material is required in order to sufficiently supply this structure with current



The measurement of the resistivity anisotropy may expose insights about the material structure and scattering processes in anisotropic and low-dimensional materials. Its anisotropy is affected by the geometry of conductors, its connection, the number contact points and length paths and the effective parallel resistances.
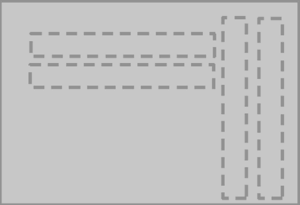
A difference in lateral (y,x) sheet resistance / resistivity / conductivity within a material or film can be measured by contact or non contact testing methods. Contact methods require the cut out of narrow and long material sections in a ration of 1 : 20 (eg. 1 cm x 20 cm). Here the direction of the cutout describes the direction measurement. The sheet resistance can be measured by contact measurement after applying contact pad to the material film. The nature of this setup results in the disadvantage that a measurement on the same position is not possible. The layout of possible cut outs is shown at the right.
Non-contact measurement of electrical anisotropy is done by SURAGUS Eddy Current anisotropy sensors. Those are especially designed to induce currents in defined directions such as MD = Machine Direction | TD – Transversal Direction. There are single point measurement systems and imaging measurement systems proving in detail information on anisotropy strength and direction across the entire sample. Examples for sheet resistance anisotropy depiction are shown below. The first images shows the individual sheet resistances RMD and RTD and the absolute and relative calculated values. The right image depicts the anisotropy distribution across a sample where blue represents anisotropic areas and red anisotropic areas. The black and white line image depicts the anisotropy strength as length of the lines where dots represent isotropic areas and long lines anisotropic areas. The direction of anisotropy is exposed by the direction of a line.
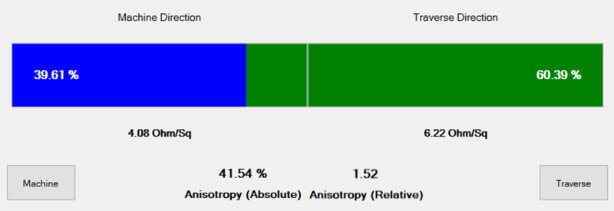
Single point / inline
Single Point Anisotropy Evaluation with Eddy TF lab 2020A Series
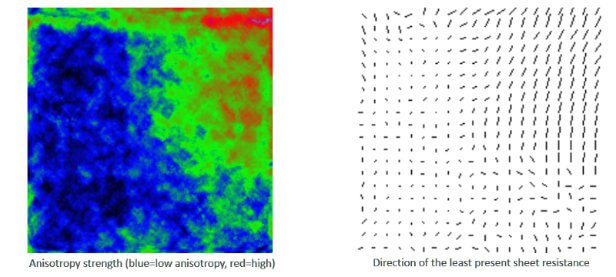
Imaging
Anisotropy Image of Spray Coated Silver Nanowires.